Explore our top-tier manufacturing output, combining anti-aging efficacy, barrier restoration, and advanced delivery technologies.



The global cosmetics landscape is undergoing a paradigm shift. Today's consumers no longer demand simple cover-ups or basic hydration; instead, they seek scientifically backed, highly target-specific biological interventions that preserve the cellular integrity of the skin. As a key destination for global cosmetic manufacturing, China has transitioned from high-volume assembly to pioneering bio-tech formulation and advanced molecular synthesis. This whitepaper analyzes the underlying manufacturing systems, supply chain dynamics, and regulatory landscapes that make leading Chinese suppliers the ideal partners for global brands searching for the ultimate in youthful skin solutions.
Established in 2013, Guangzhou Kushkie Beauty Co., Ltd. stands as a premier model of this shift. Over more than a decade of research-driven manufacturing, Kushkie Beauty has engineered a highly specialized pipeline that offers complete OEM and ODM systems. By operating a modern manufacturing hub that covers over 12,000 square meters and staffing a multidisciplinary group of 250+ specialists, Kushkie Beauty seamlessly bridges raw scientific innovation with market-ready retail products.
"True skin youthfulness is achieved not by artificially coating the epidermal barrier, but by stimulating endogenous repair mechanisms—such as recombinant collagen expression, cellular clean-room grade enzymatic defense, and deep intercellular lipid reconstitution."
Global brand success depends on a supplier’s capacity to deploy complex formulas that address specific skin concerns while keeping regulatory compliance in check. Our macro industry solutions span across distinct functional skincare domains:
Utilizing Bifida Ferment Lysate, multi-lamellar ceramides, and botanical lipids to construct a robust shield against environmental aggressors, preventing moisture loss and micro-inflammation.
Pioneering the inclusion of Recombinant Humanized Collagen Type III and bio-mimetic peptides (GHK-Cu, Acetyl Hexapeptide-8) to support elasticity and visibly reduce deep fine lines.
Leveraging state-of-the-art supercritical CO2 extraction methods to formulate clean-label products rich in high-purity antioxidants, including Sakura extract and Ferulic Acid.
Beyond simple cream base production, these macro solutions leverage advanced manufacturing technology. By coordinating precise thermal and speed configurations during the emulsification process, we achieve sub-micron droplet distribution, optimizing skin penetration and formula stability.
In our pursuit of skin rejuvenation, our scientific team works along a multi-layered technology roadmap designed for 2025 and beyond. This approach is structured on three critical pillars:
1. Smart Nano-Encapsulation Delivery Systems: Active ingredients such as Retinol and Ascorbic Acid are highly sensitive to light and oxidation. Our encapsulation roadmap utilizes lipid-based nanoparticles (LNs) and liposomes to preserve ingredient potency, enabling targeted delivery to deep dermal layers while minimizing surface irritation.
2. Recombinant Bio-Synthetics: The future of green beauty relies on biotechnology. By utilizing engineered yeast and plant-based fermentation, we supply high-purity Recombinant Collagen and customizable peptides. This avoids animal-derived raw materials, achieving a clean-label profile that aligns with international clean beauty trends.
3. Epigenetic Skin Biology: Recognizing how environment affects skin aging, we design formulations focused on sirtuin activation and cellular longevity markers. These formulas work to optimize the skin's natural repair cycle, helping to maintain a firm, vibrant appearance over time.
Pure recombinant proteins and fermentation-derived active agents.
Nanotechnology targeting active compounds directly to dermal receptors.
Rigorous in-vitro and in-vivo testing to ensure clinical performance.
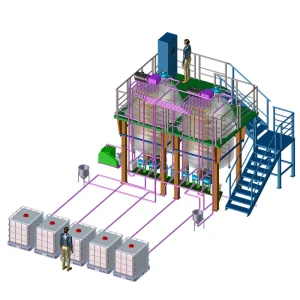
Guangzhou Kushkie Beauty Co., Ltd. is located in the key industrial hub of Guangzhou, Guangdong Province, operating within an environment optimized for manufacturing efficiency. With over 12,000 square meters of production area, our facility represents the modern standard for cosmetics manufacturing.
By implementing Industry 4.0 principles, the facility integrates automated emulsification, computerized weight dosing, and high-speed filling lines. We control production via advanced MES (Manufacturing Execution Systems) to minimize human error and ensure batch-to-batch consistency.
Our clean-room workshops are designed in compliance with ISO 22716 and GMPC standards. We utilize multi-stage HVAC systems to maintain positive pressure and filter air through HEPA systems, creating a sterile environment for both professional skincare products and delicate medical-grade items like sheet masks.










Navigating international cosmetic regulations is a major challenge for global brands. Our compliance structure is built to support smooth entries into diverse regional markets:
Additionally, we prioritize environmental sustainability. From sourcing biodegradable raw materials to incorporating eco-friendly packaging (such as PCR plastics and frosted glass containers), we help brands align with the growing consumer demand for sustainable products.
When sourcing youthful skin solutions from China, buyers should evaluate key aspects beyond basic pricing. Successful partnerships are built on a detailed assessment of a supplier's core capabilities:
Research & Development Autonomy: A supplier must do more than duplicate existing formulas. They need to show active development in customizing active concentrations, managing scent profiles, and resolving stability challenges in complex emulsion systems.
Raw Material Traceability: Reliable suppliers maintain transparent partnerships with global chemical leaders (such as BASF, Croda, and Ashland) and verify the purity of every batch of active ingredients, from peptides to niacinamide.
Scale & Flexibility: Our facility addresses these requirements by operating modular production lines. We support both low-volume pilot runs for testing and large-scale manufacturing runs for established distribution networks.
A complete catalog of our manufacturing capabilities, ranging from finished products to key production machinery.